Вы когда-нибудь задумывались, как обычная металлическая трубка превращается в мощный нагревательный элемент, способный годами работать в кипящих воде или масле, или в раскаленном воздухе?
Производство ТЭНов — это высокотехнологичный процесс, сочетающий прецизионную механику, физику и строжайший контроль качества на каждом этапе.
В этой статье мы приоткроем завесу тайны и проведем вас по всем цехам нашего производства — от резки трубы до упаковки готового изделия. Вы узнаете, почему одни ТЭНы перегорают через месяц, а другие служат десятилетиями.
Этап 1. Подготовка материалов и входной контроль
Всё начинается не со станка, а со склада. Любой ТЭН — это четыре основных компонента:
Прежде чем материал пойдёт в производство, мы принимаем материалы и проверяем их сертификаты. Толщина стенки трубы, состав спирали (точное соотношение никеля и хрома), чистота периклаза — всё это влияет на срок службы. Если на этом этапе сэкономить, ТЭН развалится при первой же эксплуатации.
Этап 2. Навивка спирали (Нарезка «сердца»)
С нихромовой проволоки снимается механическое напряжение, после чего она подается на навивочный станок.
Проволоку навивают на оправку (стержень), получая аккуратную пружинку (спираль). Важный нюанс: шаг навивки (расстояние между витками) не случаен. Мы рассчитываем его так, чтобы витки не касались друг друга после сжатия, иначе произойдет короткое замыкание.
Затем готовая спираль разрезается на мерные кусочки, длина которых строго соответствует длине будущего ТЭНа с учетом технологических припусков.
Нихромовая спираль
Этап 3. Приварка контактных стержней
Спираль сама по себе тонкая. Чтобы к ней можно было подключить электричество, к ее концам приваривают контактные стержни.
Для этого используется контактная (стыковая) сварка. Это обеспечивает надежное электрическое и механическое соединение. Место сварки не должно быть хрупким.
Технологические пробки: На стержни надеваются пластиковые заглушки для герметизации одной стороны трубы для равномерной засыпки.
Этап 4. Засыпка и запрессовка в трубу
Это ключевой момент. Спираль со стержнями (в народе «сердечник») должна оказаться строго по центру внутри трубки.
Для этого осуществляются следующие операции:
Центровка: Спираль центруется в трубке с помощью специальных шомполов. Это важно, чтобы слой периклаза вокруг спирали был везде одинаковым.
Засыпка: В трубку засыпается периклаз (окись магния). Это белый порошок, который одновременно является изолятором (не проводит ток) и отличным проводником тепла.
Заполнение: Трубка с порошком закреплена в засыпном станке строго вертикально и за счёт специальных «молоточков» вибрация равномерно распределяет и уплотняет порошок чтобы внутри не осталось воздушных пустот.
Станок для засыпки ТЭНов
Этап 5. Прокатка (Ротационная ковка или обкатка)
Трубка с порошком имеет значительно больший диаметр, чем готовый ТЭН. На этом этапе необходимо прокатать трубу с наполнением на специальном станке, чтобы обжать весь «пирог» и максимально уплотнить песок.
Процесс: Трубка проходит через вальцы или прокатные ролики (ковочную машину), которые обжимают ее со всех сторон.
Что происходит внутри: Диаметр трубки уменьшается, периклаз спрессовывается в монолит (становится твердым, как цельный камень). Спираль надежно фиксируется и изолируется от стенок. Без качественного обжатия спираль просто провалится и коснется стенки.
Изготовление ТЭНов
Этап 6. Отжиг (Термообработка)
После обжатия металл стенки трубки становится жестким и напряженным (наклеп). Чтобы вернуть ему пластичность и снять внутренние напряжения, ТЭН отправляется в печь отжига для снятия внутренних напряжений, затем следует локальный отжиг мест гиба.
В результате, трубка снова становится мягкой и податливой. Это необходимо для того, чтобы мы могли согнуть ТЭН в любую форму (букву U, W, спираль) без риска трещин.
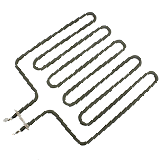
Этап 7. Гибка (Придание формы)
На этом этапе трубка, представляющая прямой ТЭН без изгибов, поступает на гибочное оборудование для придания ей конечной формы (форма 2, форма 7 и т.д.)
На этом этапе ТЭН обретает свой конечный вид, предусмотренный для установки в существующее оборудование.
Гибка производится на трубогибочных станках с ЧПУ или ручных, в зависимости от сложности.
Керамические бусины или изоляторы, которые будут защищать место вывода из трубки от пробоя, устанавливаются на места
Важно соблюсти радиус гиба, чтобы не пережать трубку и не повредить внутреннюю спираль. Для ТЭНов малого диаметра используется гибка с дорном (оправкой), чтобы стенка не сложилась «гармошкой» — не появились заломы
Этап 8. Обработка торцов и герметизация
Самые уязвимые места ТЭНа — это его торцы. Если сюда попадет вода, произойдет «пробой» на корпус — сопротивление изоляции критически упадёт и ТЭН может выйти из строя. После отжига и гибки ТЭН передается на участок подрезки, где на специальном оборудовании торцы тена подрезают в размер и удаляются технологические заглушки используемые для засыпки.
Технологические операции на этом этапе:
Зачистка: Торцы зачищаются от остатков периклаза, чтобы оголить контактные стержни.
Снятие фасок: С торцов трубки снимается фаска.
Герметизация: Торцы покрываются специальным влагозащитным лаком или силиконом. Это финальный аккорд, который не дает воде просочиться внутрь.
Этап 9. Нанесение оребрения (если нужно)
Если ТЭН предназначен для нагрева воздуха (калориферы), на него может надеваться «рубашка» — оребрение — на трубку навивается стальная лента (гофрированная). Это увеличивает площадь контакта с воздухом и позволяет снимать с ТЭНа большую мощность без перегрева.
Этап 10. Электрические испытания (ОТК)
Это самый важный этап. Ни один ТЭН не покинет завод, не пройдя жесточайший контроль.
Мы проверяем четыре параметра:
Сопротивление изоляции (Холодное): Подаем напряжение 500-1000В между спиралью и корпусом. Сопротивление должно быть бесконечным (норма — сотни МОм).
Электрическая прочность: Подаем повышенное напряжение (1500В и выше) в течение 1 минуты. Пробоя быть не должно.
Сопротивление спирали: Проверяем фактическое сопротивление и мощность. Если ТЭН должен быть 2 кВт, а получается 1.7 — это брак.
4. Ток утечки: Измеряем ток, который «убегает» на корпус.
Этап 11. Маркировка, сборка и упаковка
На ТЭН наносится маркировка (лазером или штампом): напряжение, мощность, год выпуска, и маркировка среды для которой ТЭН изготовлен.
Устанавливается необходимая крепежная арматура (штуцер, фланец, перемычка и т.д.)
Собирается контактная группа
Затем ТЭН упаковывается:
Как видите, за простой металлической трубкой скрывается сложный технологический процесс из 11 этапов. Пропуск хотя бы одного из них (например, плохая центровка или слабая запрессовка) приведет к тому, что ТЭН быстро перегорит или пробьет корпус.Почему стоит заказывать у нас?
Почему стоит заказывать у нас?
✅ Полный производственный цикл на собственных мощностях.
✅ Многоступенчатый контроль качества (ОТК).
✅ Работа с любыми материалами и чертежами.
Нужна партия качественных ТЭНов для вашего производства? Свяжитесь с нами для расчета стоимости и сроков!
Мы используем файлы cookie, чтобы улучшить ваш опыт на сайте. Нажимая "Принять", вы соглашаетесь с нашей политикой конфиденциальности.
Настройка файлов cookie
Вы можете настроить использование каждого типа файлов cookie, за исключением типа технические/функциональные файлы cookie (обязательные), которые обеспечивают полное функционирование сайта https://ten78.ru/ (далее – Сайт), в том числе безопасность его использования. Сайт запоминает выбор настроек cookie на 1 год. По окончании этого периода Сайт повторно запросит Ваше согласие. Вы вправе изменить свой выбор настроек файлов cookie в любое время в интерфейсе Сайта путем перехода по ссылке в нижней части страницы Сайта «Настройки Cookie». Перед тем как совершить выбор настроек параметров использования файлов cookie Вы можете ознакомиться с Политикой использования файлов cookie, а также с полным списком файлов cookie, которые использует Сайт.








Как делают ТЭНы: полный цикл производства от трубки до готового изделия
Вы когда-нибудь задумывались, как обычная металлическая трубка превращается в мощный нагревательный элемент, способный годами работать в кипящих воде или масле, или в раскаленном воздухе?
Производство ТЭНов — это высокотехнологичный процесс, сочетающий прецизионную механику, физику и строжайший контроль качества на каждом этапе.
В этой статье мы приоткроем завесу тайны и проведем вас по всем цехам нашего производства — от резки трубы до упаковки готового изделия. Вы узнаете, почему одни ТЭНы перегорают через месяц, а другие служат десятилетиями.
Этап 1. Подготовка материалов и входной контроль
Всё начинается не со станка, а со склада. Любой ТЭН — это четыре основных компонента:
Прежде чем материал пойдёт в производство, мы принимаем материалы и проверяем их сертификаты. Толщина стенки трубы, состав спирали (точное соотношение никеля и хрома), чистота периклаза — всё это влияет на срок службы. Если на этом этапе сэкономить, ТЭН развалится при первой же эксплуатации.
Этап 2. Навивка спирали (Нарезка «сердца»)
С нихромовой проволоки снимается механическое напряжение, после чего она подается на навивочный станок.
Проволоку навивают на оправку (стержень), получая аккуратную пружинку (спираль). Важный нюанс: шаг навивки (расстояние между витками) не случаен. Мы рассчитываем его так, чтобы витки не касались друг друга после сжатия, иначе произойдет короткое замыкание.
Затем готовая спираль разрезается на мерные кусочки, длина которых строго соответствует длине будущего ТЭНа с учетом технологических припусков.
Этап 3. Приварка контактных стержней
Спираль сама по себе тонкая. Чтобы к ней можно было подключить электричество, к ее концам приваривают контактные стержни.
Для этого используется контактная (стыковая) сварка. Это обеспечивает надежное электрическое и механическое соединение. Место сварки не должно быть хрупким.
Технологические пробки: На стержни надеваются пластиковые заглушки для герметизации одной стороны трубы для равномерной засыпки.
Этап 4. Засыпка и запрессовка в трубу
Это ключевой момент. Спираль со стержнями (в народе «сердечник») должна оказаться строго по центру внутри трубки.
Для этого осуществляются следующие операции:
Этап 5. Прокатка (Ротационная ковка или обкатка)
Трубка с порошком имеет значительно больший диаметр, чем готовый ТЭН. На этом этапе необходимо прокатать трубу с наполнением на специальном станке, чтобы обжать весь «пирог» и максимально уплотнить песок.
Этап 6. Отжиг (Термообработка)
После обжатия металл стенки трубки становится жестким и напряженным (наклеп). Чтобы вернуть ему пластичность и снять внутренние напряжения, ТЭН отправляется в печь отжига для снятия внутренних напряжений, затем следует локальный отжиг мест гиба.
В результате, трубка снова становится мягкой и податливой. Это необходимо для того, чтобы мы могли согнуть ТЭН в любую форму (букву U, W, спираль) без риска трещин.
Этап 7. Гибка (Придание формы)
На этом этапе трубка, представляющая прямой ТЭН без изгибов, поступает на гибочное оборудование для придания ей конечной формы (форма 2, форма 7 и т.д.)
На этом этапе ТЭН обретает свой конечный вид, предусмотренный для установки в существующее оборудование.
Этап 8. Обработка торцов и герметизация
Самые уязвимые места ТЭНа — это его торцы. Если сюда попадет вода, произойдет «пробой» на корпус — сопротивление изоляции критически упадёт и ТЭН может выйти из строя. После отжига и гибки ТЭН передается на участок подрезки, где на специальном оборудовании торцы тена подрезают в размер и удаляются технологические заглушки используемые для засыпки.
Технологические операции на этом этапе:
Этап 9. Нанесение оребрения (если нужно)
Если ТЭН предназначен для нагрева воздуха (калориферы), на него может надеваться «рубашка» — оребрение — на трубку навивается стальная лента (гофрированная). Это увеличивает площадь контакта с воздухом и позволяет снимать с ТЭНа большую мощность без перегрева.
Этап 10. Электрические испытания (ОТК)
Это самый важный этап. Ни один ТЭН не покинет завод, не пройдя жесточайший контроль.
Мы проверяем четыре параметра:
Этап 11. Маркировка, сборка и упаковка
Как видите, за простой металлической трубкой скрывается сложный технологический процесс из 11 этапов. Пропуск хотя бы одного из них (например, плохая центровка или слабая запрессовка) приведет к тому, что ТЭН быстро перегорит или пробьет корпус.Почему стоит заказывать у нас?
Почему стоит заказывать у нас?
Нужна партия качественных ТЭНов для вашего производства? Свяжитесь с нами для расчета стоимости и сроков!